
专注生产门窗型材系列产品
为用户提供放心健康的门窗型材系统
全国服务热线
18639307888

塑钢型材的颜色是怎样加工的?
浏览次数:1501来源:英德行健塑钢型材
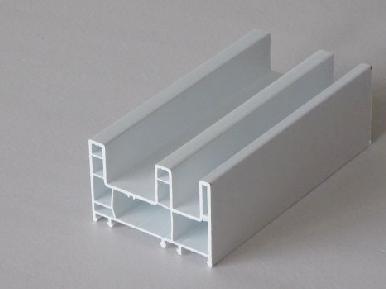
市场上的塑钢型材主要是以白色为主,但市场上对彩色的需求是很大的,随着技术的进步出现了许多工艺方法,常用到的彩色塑钢型材的颜色的塑钢方法有通体、共挤、喷涂、覆膜等多种方式。河南英德行建塑钢型材厂家和大家分享彩色的塑钢型材的着色方法。
整体五颜六色铝型材就是指在塑钢型材的生产制造中,在调料环节再加色浆使之五颜六色化。这类方法一般是铝型材的外部环境都含有色调。整体着色法将要上色色浆配混至pvc异型材的复混肥颗粒料中或配置成液體从挤塑机出气口添加,获得整体五颜六色pvc异型材的上色方式 。
其优势是:项目投资较小,加工过程便捷,且不合格率较低;缺陷是:热变形温度较低,非常是深棕色、深棕色铝型材,因为吸热反应的缘故,其外表温度有可能贴近铝型材应用溫度的限制,从而常造成铝型材的形变和开裂等难题。
此外,这类着色法还非常容易造成颜色不匀或退色等状况,另外色浆对机器设备有一定的腐蚀,因而这类着色法非常少运用。
塑钢型材的表层喷涂也是一种简单的方式 ,这就规定在塑钢型材的制作过程中,喷涂前一定要开展去油解决,以确保漆料的粘合力,使漆料不易掉下来。漆料的色调可自主挑选,漆料的粘合力与前解决和生产厂家的品质及其制作工艺的危害很大。
共挤加工工艺是现阶段很多运用的加工工艺,这类方法在铝型材加工过程中五颜六色的共挤层与铝型材表层融合到一起。仅在铝型材表层产生色调,色调可靠性好。生产加工室必须提升一台单螺杆挤出机的中小型共挤机。用以共挤原材料是带颜色的有机玻璃板PMMA等。共挤铝型材的缺陷是部分毁坏后不易修复。
两色共挤法是当今全世界生产制造五颜六色pvc异型材比较优秀的并且是很完善的生产工艺。两色共挤法事实上是在一般乳白色铝型材挤压成形全过程中的一种复合型技术性。
高分子材料一般有五颜六色有机玻璃板和三元组成物ASA及其五颜六色PVC塑料母粒三种。两色共挤法必须加设共挤机,在其中模具的设计方案和生产制造非常复杂,且每一种铝型材就必须一套模具,一次性资金投入较高。另外,不合格品和废料的回收再利用也十分困难。除此之外,不但必须高品质的抗冲击型PMMA粉料,并且必须预留多种多样色调。因为这种缘故,因而也就限定了其应用和发展趋势。
覆亚膜加工工艺让塑钢型材完成五颜六色化的计划方案在具体销售市场中获得了很大运用。膜层原材料颜色选择较多,有不错的抗老化实际效果,能够完成不错的粘合力。生产加工方式 是先开展前解决,去除铝型材表层的废弃物、油渍等,在覆膜机上胶,历经滚轴的数次压合,让膜层与铝型材表层密不可分黏在一起。
彩色塑钢的应用越来越多,随着科技的进步,期待更好的技术被应用到塑钢型材产品上,实现更丰富的颜色和更低的成本以及更长的使用寿命。
濮阳市英德行建塑钢型材有限公司以消化和吸收国内外先进的塑钢型材制造技术和工艺为基础,注重健康环保,为用户提供放心健康的门窗型材系统。
底部关联
濮阳市英德行健型材有限公司以塑钢型材制造技术和工艺为基础,始终坚持“以市场为导向,以满足客户需求为目标”国际领先技术与自主创新相结合,坚持前瞻性技术储备。以超前的技术占领市场制高点。专业生产门窗塑钢型材系列产品,公司注重健康环保,精制型材,为用户提供放心健康的门窗型材系统。
濮阳市英德行健型材有限公司
电话:18639307888网站:www.pyydxc.com
邮箱:1694734636@qq.com
地址: 河南省濮阳市清丰县晓月路与创业路交叉口西南角(人和大道西600米处)
濮阳市英德行健型材有限公司 豫ICP备17036355号-1 网站地图 Powered by BBCTOP.COM