
专注生产门窗型材系列产品
为用户提供放心健康的门窗型材系统
全国服务热线
18639307888

塑钢型材的制作工艺有哪些?
浏览次数:1415来源:英德行健塑钢型材
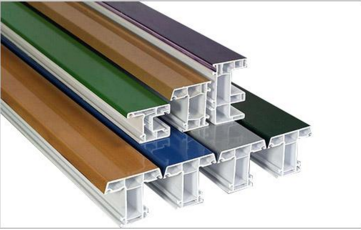
塑钢型材是指用于制作门窗用的PVC型材,其在生产上工艺的多样性,产品种类也比较多。河南塑钢型材生产厂家和大家分享塑钢型材的生产工艺。
1.双色共挤
双色共挤的表面是一层彩色的PMMA,且很厚,它直接跟着PVC一起成型。PMMA的抗光性能比PVC要好很多。但在双色共挤的型材表面的PMMA是含色素的,阳光是直接照到色素上,这样就易褪色。
在双色共挤中,由于两种材料的膨胀系数不同,在挤压在一起时易出现分层。由于PMMA的价格较贵,国内的很多厂通过双色共挤中使用的PMMA层很薄来控制成本。
双色共挤的型材表面做光面效果不像一般的PVC表面光滑平整,PMMA的流动性好,在表面有痕迹,河南塑钢型材生产厂家建议这一环节中增加用金属刷把表面刷平,也有很多生产厂家会省去这一环节。
双色共挤上层是PMMA层,在颜色变化上、抗光性和耐气侯性都较好。深绿和深蓝在实际生产过程中的保色较好。不同的材料膨胀系数不同,会产生裂痕分层。

2.静电喷涂
静电喷涂一般要喷2-3次,通常情况下静电喷涂后产品在焊接时因温度太高导致窗角焊接处接口会变黑,静电喷涂的塑钢型材产品不抗磨且很快就会失去光泽,特别是颜色深的一段时间就会变灰。
河南塑钢型材生产厂家建议:可以在表面加一些油,或者可涂一层PMMA。
喷涂工艺对环境温度和湿度都有要求,因为在喷涂时的高速气流中,局部温度骤冷,使空气中水分子迅速凝成细微水珠。随涂料附到型材上,在涂料层下形成颗粒状,无法清除。
3.彩色印刷
彩色印刷是在塑钢型材表面挤出一层底色再印刷,印好后再涂上一层漆,彩色印刷的机器很贵,成本都以米计算,调换颜色慢,整台机器调整的时间也特别长,同时彩色印刷各个边都印很麻烦,故限制了颜色和花色。

4.热转印
热转印是将一个透明的塑料膜做为载体,将颜色与花色印刷在薄膜上,通过加压加热转印到型材上。其表面不再涂油漆,要值得注意的是表面很薄易留有划痕,且不耐磨不抗光。
5.全混
全混目前有两种,一种是在PVC型材内加色,整体混色,另一种是PVC表面渗色。一般2-3年就会变黄,褪色且是不均匀褪色。
在PVC中加入大量色素使得塑钢型材中稳定剂受到影响,门窗的角落极易断裂。

6.覆膜法
它是将制成的彩色及各类仿真木纹样式的薄膜在覆膜机组生产线上,经过涂胶和加热,利用加热和机械覆膜的方法,通过压合将特制的彩色膜贴合在白色或其他颜色型材表面或两侧,使之外观丰富多彩。
河南塑钢型材生产厂家推荐使用这种方法,也是现在塑钢型材产品最广泛使用的一种生产工艺。
更多知识了解可以关注河南塑钢型材生产厂家——濮阳市英德行建塑钢型材有限公司。
底部关联
濮阳市英德行健型材有限公司以塑钢型材制造技术和工艺为基础,始终坚持“以市场为导向,以满足客户需求为目标”国际领先技术与自主创新相结合,坚持前瞻性技术储备。以超前的技术占领市场制高点。专业生产门窗塑钢型材系列产品,公司注重健康环保,精制型材,为用户提供放心健康的门窗型材系统。
濮阳市英德行健型材有限公司
电话:18639307888网站:www.pyydxc.com
邮箱:1694734636@qq.com
地址: 河南省濮阳市清丰县晓月路与创业路交叉口西南角(人和大道西600米处)
濮阳市英德行健型材有限公司 豫ICP备17036355号-1 网站地图 Powered by BBCTOP.COM